

Contradictions and controversies for certification by Cpk and Ppk
- You can use a capability analysis to determine whether a process is capable of producing output that meets customer requirements, when the process is in statistical control. The question is if a machining process is commonly running in a state of statistical control? The answer is: almost never.
- It is beneficial to use Cpk for processes that conform to the normal (bell curve) distribution. The central limit theorem, the basis for Cpk and control charts says that, if we take a big enough sample, the sample averages will follow a normal distribution no matter what the individual measurements do. Normal distribution assures minimum error of Cpk value.
- Commonly, the user is unaware of computation method for sigma estimate and its effect on the value of capability indexes. Difference in computational method has a huge effect on the value of Cpk.
- Part measurements that reflect non-linear unidirectional nature of machining process do not fall under assumption of the central limit theorem and can carry a big error of CP/Cpk value. It’s easy to understate or overstate the process capability. Raw data can be misinterpreted to get a phony Cpk.
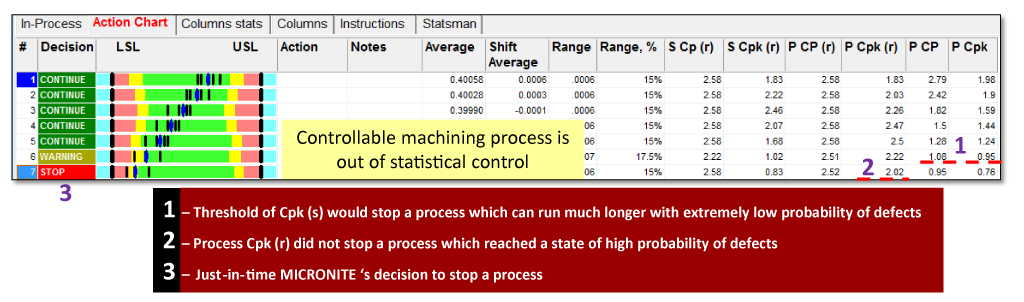
- Cpk fails to account for useful process shift from proximity to spec limit to the nominal when the value of Cpk is fallen instead of improving. This situation is typical for any machining operation
- Cpk is independent of the target, e.g. it fails to account for process shift with symmetric tolerances and presents an even greater problem with asymmetric tolerances
- In-process adjustments and tool changes can distort capability assessment by Cpk and Ppk because each individual process (single tool run) has its own distribution pattern
- Capability index Cpk is not lessened if individual measurements, not averages, are out of specification, We cannot use capability indexes for product certification unless we do not take in consideration the individual measurements and sample size.
- Lot Cpk of 1.33 could be hiding a whole lot of poor capability values, offset by some very high values, leading to a false sense of compliance with target performance
- Sufficiency of sample size is not one of acceptance criteria for certification by Ppk. It leads to high risk of acceptance errors.
- Substantial errors in computation of Indexes Cpk and Ppk are expected for small batch sizes
Get real with the value of local and global capability indexes
Sample-to-Process CP/Cpk (sigma estimates are R/D2 and s)
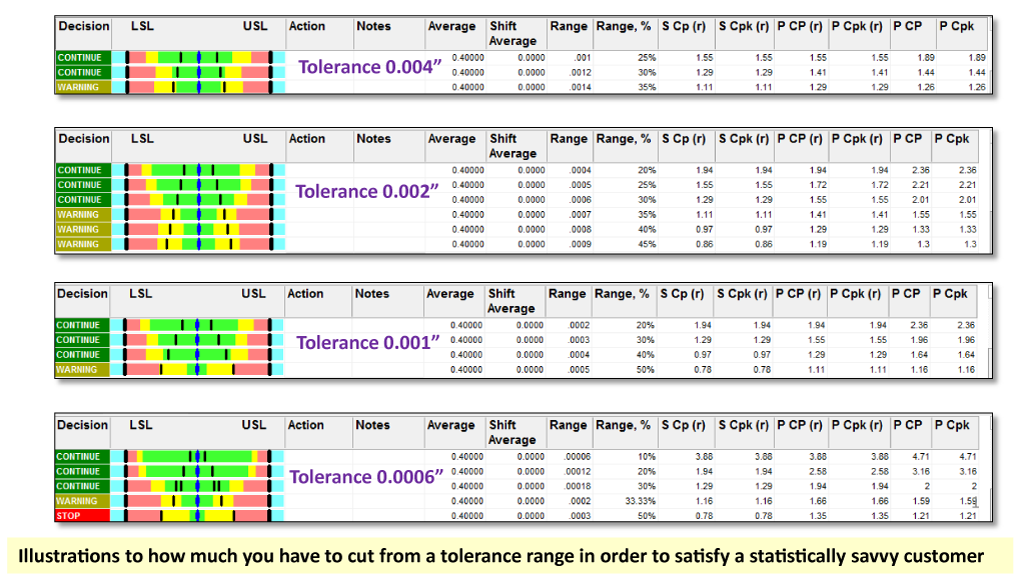
Dynamics of CP/Cpk for capable and controllable process
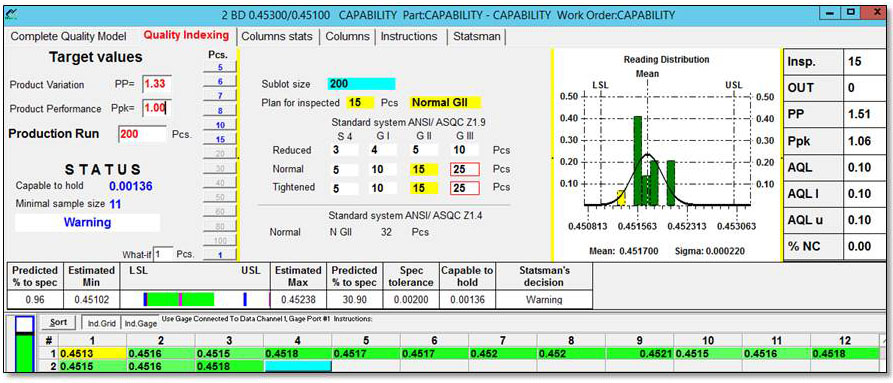
Reduce Ppk uncertainty and get predictive MICRONITE estimates that maximize the efficiency of the inspection process
“We failed statistics, but we actually achieve zero-defect level of machining along with high efficiency”
–Tom Woodward, Senior Manufacturing Engineer, Hypertherm
For more information order e-book “Value-added Capability Developments” from Dr. Birman’s library