Subject to control
Characteristics with bilateral and unilateral tolerances, Go/No-Go, surface finish, tool life
Technical Definition
- Process control is narrowly defined as tool-centric predictions of process patterns and low-risk assurance of compliance with a specification
- Machining and grinding are classified into two groups:
- (a) non-random deterministic processes with non-linear trend and transitional short-range variation and
- (b) stochastic (random) processes with transitional short-range variation
- Tool wear is a unidirectional process with variable wear rates
- Process patterns are non-repetitive, unique for individual tool runs
- Processes with perishable tools are not running in a state of statistical control
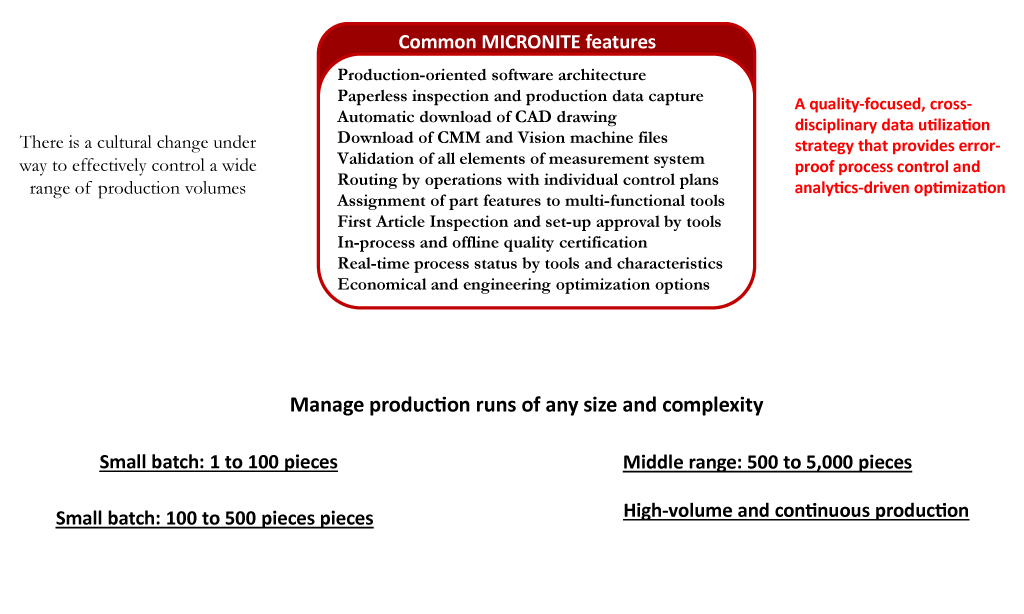
MICRONITE Process Control Features
There are large profits to be made by using models
constantly running through MICRONITE
- Control of machining processes by AI-based predictive models
- Ability to recognize most complex process patterns
- Simulation of tool wear for single and multi-functional tools
- Adaptive real-time control of sampling interval
- Process action decisions
- Intelligent process analysis with adaptive filtering algorithms
- Monitoring the health of machining processes by capability estimates
- Automatic decision management throughout an entire production run
- Traceability of true process capability, tool failures, and incidents
 Key BENEFITS
Key BENEFITS
With MICRONITE you get the overall process picture by tools and characteristics. Your company will get a fast process of insights by viewing the results of tool-and-quality data analysis performed by the knowledge-based system and you can take actions based on MICRONITE decisions. You can spot problems with the tools visually, in just seconds, identify key difficult-to-control characteristics, and uncover insights that would otherwise stay hidden.
No matter the size of the production batch you can see all the process, and quality information quickly and easily. MICRONITE’s knowledge-based data visualization software lets you make more precise decisions faster than ever before.
Get automatic decisions on accuracy and timeliness of tool offsets and tool changes. Reduce stoppage time thru elimination of unnecessary process adjustments.
Prevent scrap and rework by variables , Go/No-Go and surface finish
Use advanced MICRONITE analytics to eliminate false alarms and detect high-priority problems
Predictive modeling of machining process. MICRONITE pioneers predictive and process-adaptive AI-based analytics specifically designed for operations with perishable tools. The system provides quick reaction to instability of process output and changes in drift (tool wear) rate. MICRONITE’s real-time models let a process run as long as possible until early warnings or timely stop decisions are necessary. In order to consistently produce high accuracy parts MICRONITE’s control methods are designed around specific types of unidirectional (part shrinkage or growth) processes. Inspection data is used for building ultimately accurate predictive models for any amount of measured characteristics. Indeed, MICRONITE is equipped with machining-designated control tools that lead to achievement of required dimensional accuracy and prolong tool life.
Prerequisites of predictive machining analytics
- Inspection data is used for AI-based process recognition, tool wear simulation, and computation of probability of defects
- Automated data analysis is used for model-based decisions to continue or stop a process and to keep or change sampling interval
- Life of predictive models is limited between tool changes or process adjustments
- Models are designed to react on non-regular stepwise mechanisms of machining process

MICRONITE is a Pioneer in Predictive Analytics Solutions For Processes with Perishable Tools
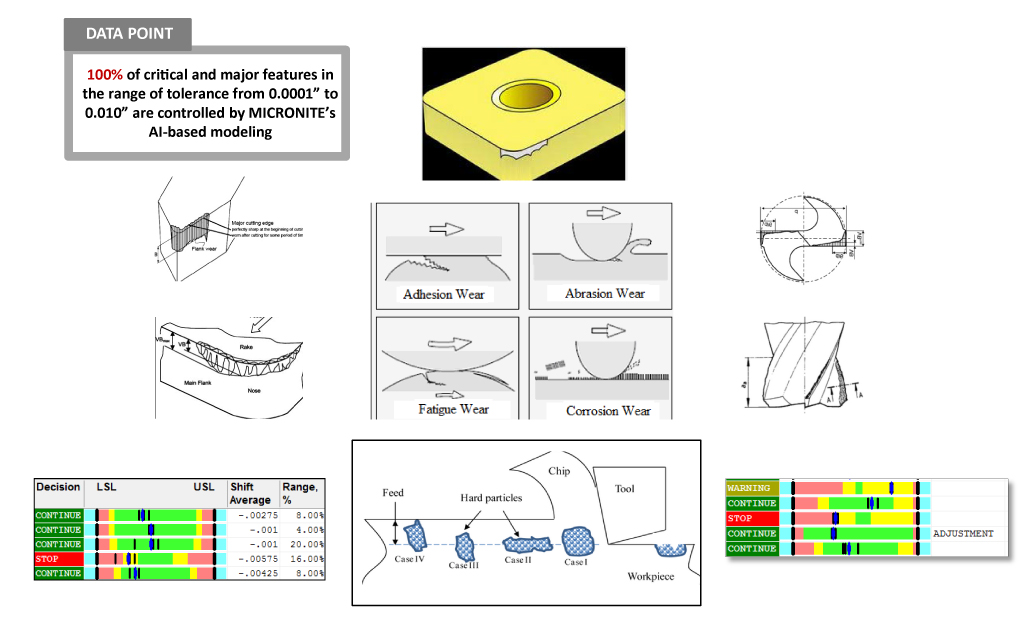
MICRONITE machining analytics provides operators with an all-in-one predictive model capable of controlling any process. Turning, milling, hole making and other operations are running under a wide variety of tool wear mechanisms and a large amount of causes affect the process variation. The detailed MICRONITE model uses every piece of measurement and tooling data to create a process profile and make a decision on a time of the next sampling, offset, or tool change.
Simplified description of dynamic control by MICRONITE AI-based model
- Computation of probability of defects after last sample STOP decision if defects are remotely probable
- Automatic segmentation of a tool run into phases defined by drift, variation, or instability
- Analysis of noise and spikes in sample variation
Stop decision if spikes are determined by a current model as the result of tool wear - Computation of probability of defects for last-phase samples STOP decision if defects are remotely probable
- Computation of tool-wear rate for the current process phase
Computation of probability of defects if a process will keep running
Computation of parameters defined by a model type, control level, and mode
Stop decision if tool-wear rate is exceeding the threshold established by a current model - Update of sampling interval providing low probability of defects before next inspection
- One-sided non-distributional estimation of maximum deviation from specification limit STOP decision if deviation exceeds the threshold established by class of characteristic
- Calculation of running capability indexes CP, Cpk, CP 90, and Cpk 90 STOP decision if a critical value is requested.
- New modeling cycle begins after offset, adjustment, or tool change
Broad-base MICRONITE machining intelligence
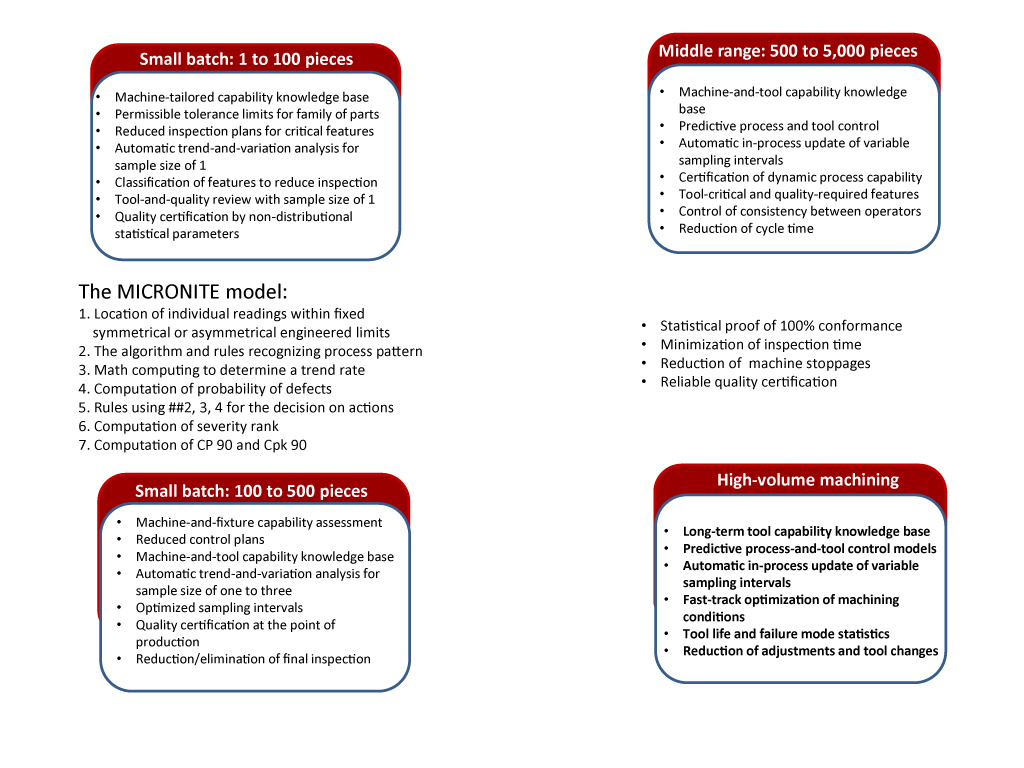
• Tailoring MICRONITE control tools around requirement to account for batch size and operation complexity
• Developing sustainable norms to reinforce data reliability and value-added control of processes and production
Discover unexpected capabilities of small-batch machining
THE ISSUE
Short-run SPC has ceased to exist. No reliable alternative has been developed by statisticians since then. CMMs are used as Go/No-Go gages. Manual trend-and-variation analysis cannot be considered as a serious analytical exercise. Still, a broad and flexible platform is needed for collecting and automatically analyzing sufficient amounts of small-batch inspection data. It is required a highly usable and efficient mechanism for predictive process control, capability assessment, and quality certification. Thousands of engineers and operators who may not have affinity with any kind of statistical methods need to understand and act upon findings hidden in large amounts of raw data. Obviously, it is humanly impossible to uncover process profiles in “big” data coming from CMM or Vision System.
THE SOLUTION
Newly developed small-batch feature of MICRONITE software provides extensive analytical capabilities that are able to meet the expanding requirements of specialized small-batch control. Whether you want to perform short-run capability studies, analyze the results of engineering trials, predict process patterns, design an optimal control plan, or certify quality of complex components, MICRONITE is the only software of choice. And, because MICRONITE remains committed to its long tradition of constantly enriching its machining knowledge, you’ll continue to have the most up-to-date control system.
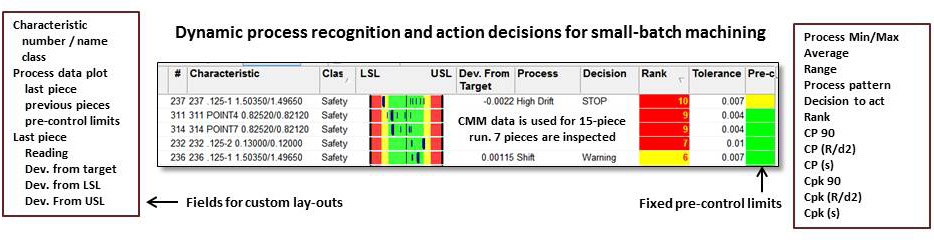
MICRONITE models for process recognition and control of small-batch machining with sample size of 1,2 or 3
- Rule-based process recognition model simulates short-run process dynamics and releases action decisions along with a statistical assessment
- Characteristics are automatically classified, allocated to cutting tools, and assigned to short-run AI-based models
- Symmetrical and asymmetrical limits are set by class of characteristic, tolerance range, and functionality
- Data can be conveniently filtered by class, system’s decisions, severity ranks, Cpk, etc.
THE BENEFITS
- Data is automatically analyzed by the knowledge-based system providing an Effect Summary Report with low-risk of errors
- Extremely low probability of defects is achieved for any size of production run
- Early detection of capability problems is assured by analysis of multiple dimensions allocated to cutting tools
- High-accuracy prediction of proximity to specifications or deviation is reported in a quality summary report
- A state of process control is determined for any amount of characteristics by current and total FMEA rank, CP 90, and Cpk 90
- An operator gets a guide to in-process actions (offset value, tool change) after each piece inspected